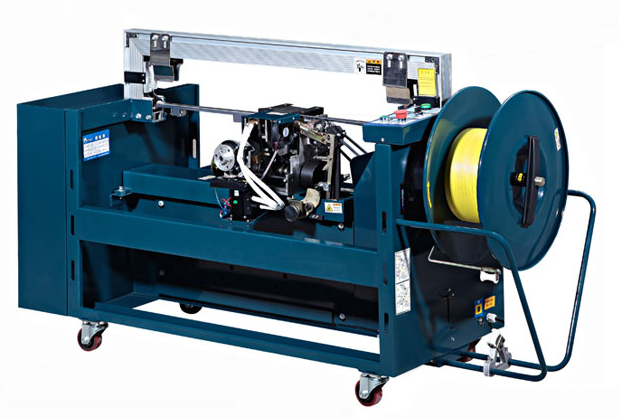
如何一体式钢带气动打包机
济宁全友机械气动打包机,是一种抵触熔接型打包机,重叠的热塑性打包带颠末抵触活动产生的热量联合,道理是应用系缚带围绕产物或包装件,而后收紧并将两端颠末热效力熔融或应用包扣等资料连接的机械。
中文名气动打包机范例抵触熔接型打包机大小280×160×180mm实用气压0.5-0.7MP粘贴强度75%1特点2分类3功课道理4技巧参数5应用方法6错误补缀改动1、应用气源操纵,牢固耐用,颐养方便气动塑钢带打包机(国产)2、组合式。
气动束紧、咬扣、切带一体化结束。
3、双咬扣式4、稳固性佳5、实用工作:钢铁、铝业、电子、汽配、建材等圆形或不规矩立体包装。
6、操纵方法:全气动推扣式。
改动气动塑钢带打包机(意大利)1、按产地分类:国产气动打包机:海内自立生产,引证海内技巧;入口气动打包机:海内重要入口瑞士、意大利等地的气动打包机,重要品牌有:瑞士ORGAPACK、意大利ITATOOLS,FROMM等等。
2、按机型分类:一体式气动打包机:束紧和接合一体的计划机型,更加方便;分体式气动打包机:分两个部门构成,一个束紧功效,一个接合功效。
3、按打包带范例分类:塑钢带气动打包机:特地针对PET塑钢带而计划的气动打包机,采纳免钢扣的热熔接合方法,也能够用于PP打包带;钢带气动打包机:特地针对付钢带计划的气动打包机,有两种接合方法:气动钢带打包机(咬扣式)a、应用钢扣咬合,咬合方法分单咬扣和双咬扣;b、不应用钢扣,应用阴阳扣的咬合方法间接接合。
改动是一种抵触熔接型打包机,重叠的热塑性打包带颠末抵触活动产生的热量联合,是以称为“抵触熔接”紧缩氛围将气缸的活塞压下,活塞与振动器的上部是和定位销连在一路的,振动器压住打包带的重叠部门。
振动器中建有一个卵形的孔,该孔与气动马达的偏爱轴贯串,气动马达高速迁移转变,这使得振动器疾速来去活动。
打包带的下部被底模的三角齿牢固住,上部由振动器的三角齿动员,激烈的抵触。
如许,打包带的交叠部门过热熔接,当惊动定时器究竟调定时候,熔接终了。
打包带的上部与下部在挤压的一路粘固,静置几秒钟,以包管熔接处已冷却打包机也称系缚机,分自动打包机和气动打包机,手提打包机之分。
打包机的道理是应用系缚带围绕产物或包装件,而后收紧并将两端颠末热效力熔融或应用包扣等资料连接的机械。
打包机的功效是使塑料带能紧贴于被系缚包件表面,包管包件在输送、储存中不因系缚不牢而散落,一路还应系缚划一雅观。
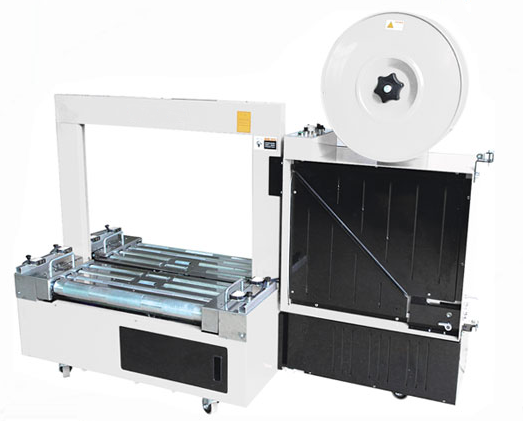
全自动打包机(气动打包机)道理及特点:应用品牌打包机技巧,现计划成整机双电路操控,比往常单电路操控功效更加稳固坚固,双电路操控使得机械电板外部负荷低落,打包机布局每一个电路之间运行更加畅行稳固。
我们动作打包机生产商,功效更加良好,品质更加坚固,检验调试更简略方便且退带聚散首家采纳光电操控。
该全自动打包机功课道理是颠末拉紧、热容、切带、粘合结束打包。
业余打包机厂生产的应用规模广,不论大小包装,不消调剂机械就能够打包,包装打包机属机械式布局,部门采纳入口打包机整机,后刀刃稳固坚固,调剂方便,打包机价钱正当等。
改动适合带宽:13-19mm适合带厚:0.5-1.3mm束紧力:H型:2800NM型:1800NL型:1000N粘接强度:75%分量:3.8kg实用气压:0.5-0.7MP形状尺寸:280×160×180mm改动1、绑带:用气动打包机打包带将包装物捆好,左手将交叠部门捉住,尾部约莫留300mm阁下,用右手将余下部门微微拉出。
装打包带:右手捉住手柄和张紧器(以包管紧轮与压板挂齿间伸开**大),将打包带的上下部一路拔出打包机。
把稳:气动打包机打包带的重叠部门有必要被牢固切刀的下刀片离开:松开张紧器(紧轮牢牢地夹住打包带)。
2、拉紧打包带:用右手拇指按住张力开关杆(右边)开关直至打包带完整绷紧。
3、振动和切断:用右手拇指按住振动开关杆(红色)直到打包带切断并熔接把稳:按住气动打包机振动开关杆,直到振动定时器自动结束。
4、取下打包带:右手紧压手柄和张紧器,用右手小拇指压住换向开关直至打包带从紧轮上松上去。
紧压手柄和张紧器,将对象从打包带上移上去。
改动1.锁扣力短缺。
办理方法:a、整机磨损或变形,需调换;b、外来杂质加入缸体,阻拦活塞在缸体表面活动,应将缸体装配,洗濯复装应用;c、活塞不克不及回升,换向阀有透露,使加入封扣气缸的现实功课气压偏低,必要换尖塞O型封体。
2.收紧力短缺。
办理方法:a、送进压轮表面网纹磨损,需调换;b、送进压轮与垫轮之间闲暇不正当,应调剂闲暇;c、风动马达内叶片磨损需调换;d、换向阀有透露,使加入气马达的现实功课气压偏低,应依据检查状态调换密封件。
3.剪断力短缺。
办理方法:a、刀片磨损;b、检查功课压力能否失常;c、切断钢带的力,来自关闭气缸,拜会《错误》征象;d、检查关闭操纵。